
Piro-Metalurgia del Cobre
Fundamentos de la fundición
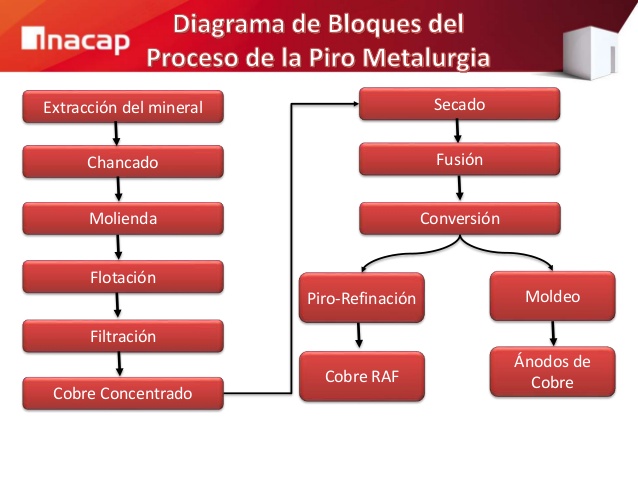
Para incrementar progresivamente la ley o contenido de cobre del material sometido a fundición, el proceso pirometalúrgico considera fases consecutivas de Fusión, Conversión y Refinación.
Así se logra que la pureza inicial de 30% a 40% contenida inicialmente en el concentrado, se incremente progresivamente hasta 99,5% en el ánodo.
De las fases consecutivas, la fusión y la conversión son las más importantes por lo determinantes que resultan en el proceso general.
La fusión tiene por objetivo concentrar el metal a recuperar, mediante una separación de fases de alta temperatura: una sulfurada rica en el metal y otra oxidada o pobre en él.
La conversión elimina el azufre y el hierro presentes en la fase sulfurada, mediante oxidaciones del baño fundido para obtener un cobre final relativamente puro.
Recepción y manejo de materias primas e insumos:
El proceso se inicia con la recepción y almacenamiento de los fundentes y otros insumos en áreas especiales para el concentrado. Estos materiales, que son transportados por vía marítima o terrestre, tienen un contenido de humedad que varía entre un 6% a 8% y proviene de distintas fuentes de abastecimiento. Se descargan mediante correas transportadoras tubulares o similares para evitar derrames y daños al medio ambiente.
Un equipo extrae el concentrado desde las camas de almacenamiento hacia el domo de mezcla. La operación normal permite que mientras una de las camas se está llenando, la otra se encuentre descargando a la planta. El domo de mezcla, cuya geometría es una semiesfera metálica cerrada, debe tener capacidad suficiente para algunos días de operación y estar ubicado en las inmediaciones del área de secado. El domo prepara mediante una correa circular interna una mezcla homogénea de concentrado, para dar la estabilidad operacional requerida por el proceso de fusión.
Secado de concentrados
El concentrado húmedo proveniente del domo de mezcla, es almacenado en tolvas desde donde ingresa a las líneas de secado de cada equipo de fusión que cuenta con secadores calefaccionados con vapor de agua En esta etapa la humedad original del concentrado (entre 6% y 8%) se reduce a niveles que oscilan entre 0,2% y 0,3%.
El concentrado va reduciendo sus niveles de humedad a medida que avanza dentro un tambor metálico. En el interior circula vapor a temperatura de 180ºC, por un serpentín que permite la transferencia de calor por radiación y convección. El calor requerido para el secado es suministrado por vapor saturado, a una presión de 20 bares, proveniente desde calderas de recuperación de calor de los gases generados en el proceso de fundición y que se encuentran asociadas a los respectivos hornos de fusión y conversión.
Los vahos producidos por el proceso de secado, compuestos por aire de purga (vapor de agua desprendido del concentrado y polvo arrastrado), pasan a un filtro de mangas donde se recuperan las partículas en suspensión, para ser dirigidas a las tolvas de almacenamiento de concentrado seco. Los vahos limpios son descargados a la atmósfera. El vapor condensado producto del proceso es conducido por cañerías a un estanque recuperador de condesados para su reutilización.
Debido a que la temperatura de operación del secador es de 180 ºC, no se generará emisión de SO2 al ambiente, ya que el azufre solo reacciona con el oxígeno a una temperatura superior a los 300 ºC. En algunos casos puntuales, el grado de humedad del concentrado a tratar se convierte en un parámetro importante, como en la alimentación a los procesos de fusión flash, en los que el concentrado es transportado suspendido en aire enriquecido o en oxígeno. Así, los procedimientos Outokumpu e INCO consideran una etapa de secado de concentrado en un secador rotatorio previo a su tratamiento. Outokumpu y Convertidor Teniente en particular, necesitan grados de humedad inferiores al 0,2%.
Tostación parcial de concentrados
La tostación consiste en la oxidación parcial de los sulfuros del concentrado y en la eliminación parcial del azufre de éste como SO2 y ocurre según reacciones sólido-gaseosas, a temperaturas de 500 a 800 ºC, dependiendo de los productos que se desea obtener.
La fase gaseosa contiene normalmente O2 y SO2 en la alimentación y productos y cantidades menores de gases SO3 y SO2, dependiendo de las reacciones de oxidación.
